«СЕМЬ ОСНОВНЫХ ИНСТРУМЕНТОВ КОНТРОЛЯ КАЧЕСТВА»
Возможный алгоритм применения семи основных инструментов контроля качества
Из учебника С.Я. Гродзенского
«Управление качеством»
[1, с. 141–144]
7.9. Алгоритм применения семи простых инструментов качества
Мы приводили высказывание президента Японского общества по контролю качества Каору Исикавы о том, что 95% проблем, возникающих на производстве, решаются с помощью семи простых инструментов качества. Возможно, что столь высокий процент – это эмоциональное преувеличение, но эффективность инструментов не вызывает сомнения. Применение любого из методов доступно сотруднику независимо от квалификации и не требует специальных знаний. Обычно, когда говорится о «великолепной семерке» инструментов качества, подчеркивается, что они могут применяться в любой последовательности.
В отличие от математики, где от перемены мест слагаемых сумма не меняется, по нашему мнению, при использовании одних и тех же инструментов качества, но в разной последовательности, можно получить различные результаты [20, 21].
7.9.1. О последовательности применения простых инструментов качества
При составлении плана контроля продукции нужен системный подход. Прежде всего нужно определить цель применения инструментов качества, например, совершенствование контроля и регулирования производственного процесса, анализ отклонений от установленных требований, контроль готовой продукции. Высказывалось мнение, что контрольный листок и стратификация позволяют выявить проблему, а гистограмма, диаграмма рассеяния и контрольная карта способствует анализу ситуации. Что касается диаграммы Парето и схемы Исикавы, то они в некотором смысле универсальны и способствуют и выявлению проблемы, и ее анализу.
Независимо от цели применения семи инструментов качества начинать следует с контрольного листка. Тезис о том, что необязательно использование всех семи инструментов, не вызывает сомнения. Если нежелательный фактор (причина несоответствия) был обнаружен после применения части инструментов и его можно устранить с помощью простого решения, это надо сделать незамедлительно без применения остальных методов.
Приведем несколько наиболее характерных, на наш взгляд, последовательностей применения инструментов контроля качества.
Контрольный листок – гистограмма. Может использоваться для наиболее простых ситуаций, когда после сбора информации и представления ее в виде гистограммы можно сразу же принимать решения о необходимых мерах.
Контрольный листок – Стратификация – схема Исикавы. Целесообразно применять при контроле качества услуг. Разделение данных на слои поможет построить «рыбью кость». В данном случае причинно-следственная диаграмма выполняет ведущую роль, а стратификация является вспомогательной.
Контрольный листок – Контрольная карта Шухарта – диаграмма разброса – схема Исикавы – гистограмма. Такая методика хорошо подходит для контроля процесса, если причины не явно выражены. После получения первичных данных по контрольной карте, диаграмме разброса и с помощью схемы Исикавы выявляются причины разладки и принимаются необходимые меры для ее предотвращения. Гистограмма в данном случае поможет взглянуть на данные контрольной карты с «другой стороны», т.е. представить информацию более наглядно.
7.9.2. Алгоритм эффективного применения семи простых инструментов качества
В общем случае последовательность применения семи инструментов может быть следующая (рис. 26). Сначала определяют, каким образом можно собирать информацию о процессе, для чего используется контрольный листок, форма которого разрабатывается в зависимости от поставленной цели и задачи. После внесения в контрольный листок всей необходимой информации на основании ее анализа строится диаграмма Парето, которая поможет выявить наиболее важные несоответствия, которые больше всех влияют на понижение уровня качества данного изделия и на которые следует обратить внимание в первую очередь. Результаты анализа диаграммы Парето могут служить входом для последующего построения схемы Исикавы. Для этого из небольшой группы факторов, выявленных с помощью диаграммы Парето, выбирается первый по значимости и составляется схема Исикавы с попыткой логически предположить основные варианты причин по категориям: технология, люди, сырье, оборудование, хранение.
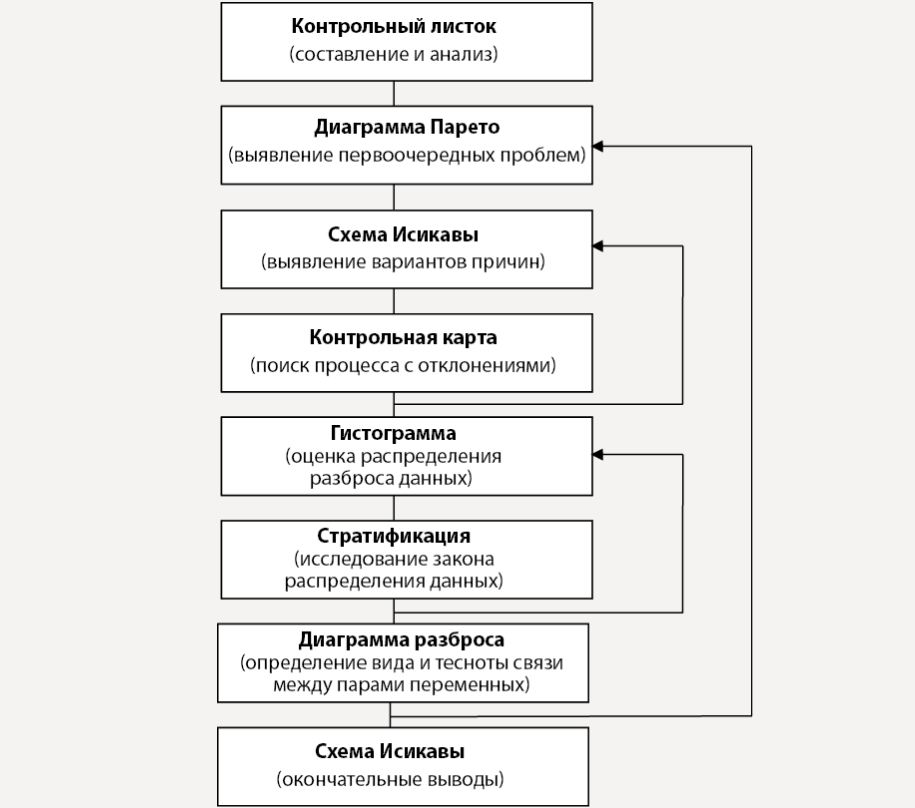
В случае недостаточности полученных данных с помощью диаграммы Парето следует собрать дополнительную информацию (разработать новый контрольный листок, содержащий больше данных). В этот момент может понадобиться дополнительный анализ с помощью контрольных карт. При анализе каждого параметра с помощью контрольной карты находится тот, у которого отклонения значений от номинала является наибольшим. На основе данных анализа контрольной карты строится гистограмма, с помощью которой зрительно оценивается закон распределения разброса данных.
В дальнейшем необходимо стратифицировать данные гистограммы на несколько, исследуя закон распределения в зависимости от нескольких факторов (рабочих смен, вида оборудования, поставщиков функциональных деталей). Если удачно осуществить стратификацию, можно выявить главную причину появления несоответствия и разброса параметров.
На следующем этапе применяется диаграмма разброса, необходимая для определения вида и тесноты связей между парами переменных. В итоге выявляется причина наибольшего количества несоответствий. В конце можно составить еще одну схему Исикавы. После найденного первого фактора мы возвращаемся опять к диаграмме Парето, и исследуем следующий вид неисправности по тому же алгоритму. На следующем шаге определяют, стабилен ли процесс, присутствуют ли общие или специальные причины вариаций. При наличии специальных причин вариаций проводится анализ отклонений и поиск причин с помощью схемы Исикавы, если необходимо – собирается дополнительная информация. Далее исполнителем процесса применяются корректирующие и предупреждающие действия. С помощью диаграммы Исикавы можно определить параметры для построения контрольных карт.
Если присутствуют только общие причины вариаций, то при проведении повторных операций алгоритма сравниваются новые данные с предыдущими, принимаются решения о проведении мероприятий по улучшению процесса, либо о его коренном изменении. После проведения первоначального анализа процесса может появиться необходимость изменения формы контрольных листков (они должны содержать больше информации), можно строить новые контрольные карты, а также применять дополнительные методы для анализа.
Построение алгоритма оптимального применения семи инструментов контроля качества – дело будущего. Вероятно, единого алгоритма на все случаи жизни не существует. Для каждого технологического или любого другого процесса последовательность применения инструментов может меняться. Но если удастся построить рациональный алгоритм, то можно надеяться, их применение позволит решить более 95% проблем, и это не будет преувеличением.
Источники:
- Гродзенский С.Я. Управление качеством : учебник. – Москва : Проспект, 2017.